Discover more about us and the team that’s revolutionizing dry ice blasting in India and globally.
Explore Our Advanced Dry Ice Blasting Technology – Powering Unmatched Performance and Precision
Professional Dry Ice Blasting Services – Delivering Effective, On-Site Cleaning Solutions Tailored to Your Needs
Exceptional After-Sales Service and Support – Ensuring Long-Term Performance and Customer Satisfaction
Reliable Scheduled Dry Ice Supply – Ensuring Consistent Delivery for Your Operational Needs
Future of Dry Ice Blasting is Here
CMW is an all-in-one
Dry Ice Blasting Solution
Loved by the leading
Manufacturing Brands in the world.












High-quality cleaning is hard.
CMW CO2 Technologies makes it easy
CMW CO2 TECHNOLOGIES are the pioneers & leaders in the Dry Ice Blasting in India since 2004.
We are India's only dry ice blasting machine manufacturers and exporters. CMW CO2 TECHNOLOGIES is an 150-9001:2015 certified company. Our equipment is ..
- Easy to use
- Customised for you
- Pan-India Service Centres
- Environmentally friendly


First to develop Dry Ice Blasting in India
Provides End to End Dry Ice Blasting Solutions
India's only manufacturer and exporter of high quality Dry Ice Blasters
First to develop Dry Ice Blasting in India
Provides End to End Dry Ice Blasting Solutions
India's only manufacturer and exporter of high quality Dry Ice Blasters
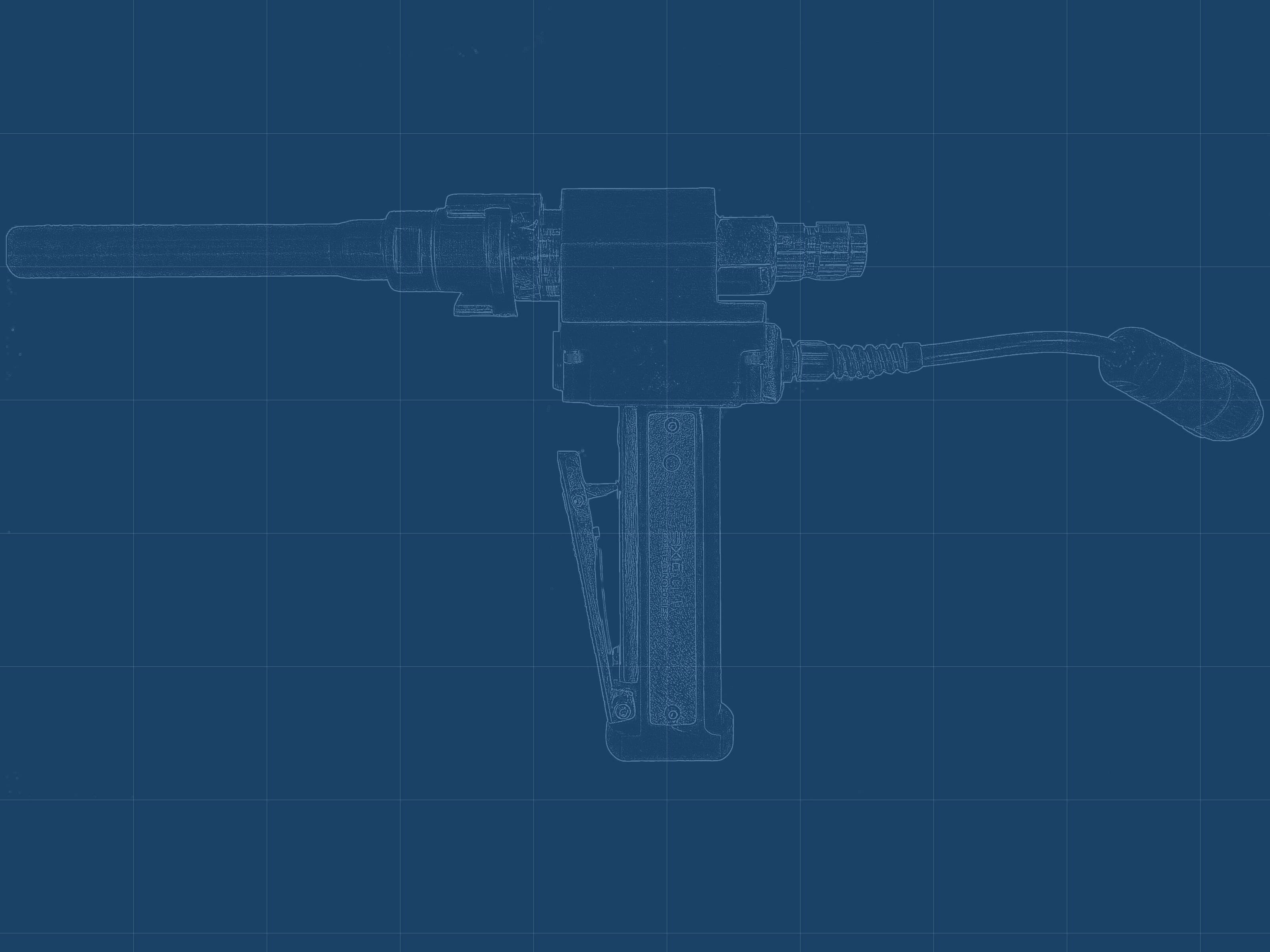
Our Technology
DESIGNED TO BE MOBILE
.png&w=3840&q=75)
USER FRIENDLY

.png&w=3840&q=75)
SOLID CONSTRUCTION
.png&w=3840&q=75)
SUPPORT AND SERVICE
Our Businesses

Blasters
India’s only and leading Dry Ice Baster Manufacturer

Dry Ice Blasting Services
The most reliable and efficient dry ice cleaning solutions for various industries

Dry Ice Pellet Services
The best quality and affordable dry ice pellets for your dry ice blasting needs
Before and After
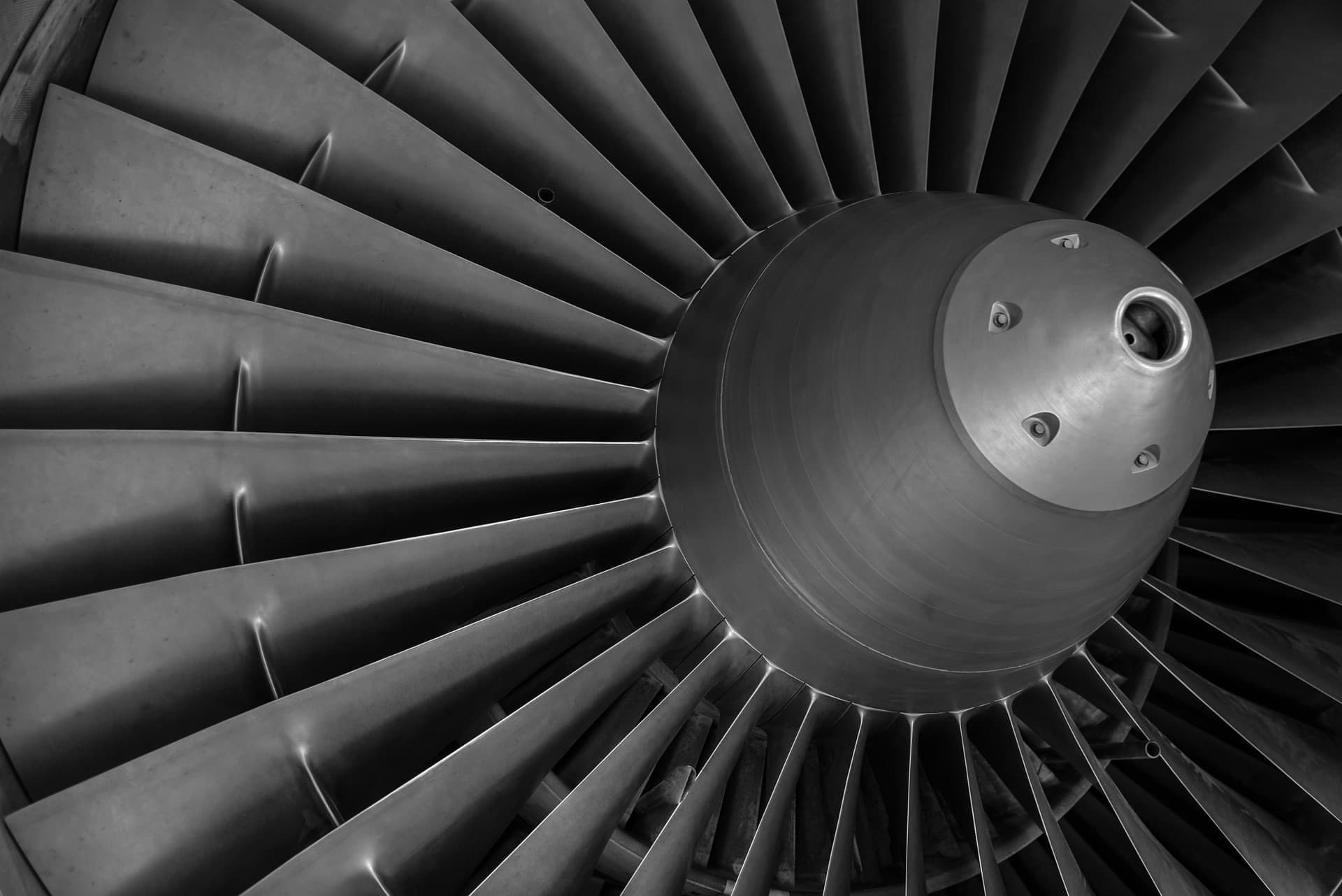
The Power of Dry Ice Blasting
See how our clients have transformed their equipment and surfaces with CMW CO2 Technologies innovative and eco-friendly cleaning technology. Dry ice blasting removes dirt, grease, rust, mold, paint and more without damaging the underlying material.
Compare the results for yourself and see how CMW CO2 Technologies can transform your equipment and surfaces, you will be amazed by the difference!










Applications

















What’s Your Application?
Provide us with some details in the form below and someone will contact you to discuss the benefits of our dry ice solutions and whether it is right for your application.s
Get In touch